KIẾN THỨC-CHUYÊN MÔN
Hướng Dẫn Lập Trình PLC Mitsubishi FX5U GX Works3 Từ Cơ Bản Đến Chuyên Sâu-2026
Hướng Dẫn Lập Trình PLC Mitsubishi FX5U GX Works3 Từ Cơ Bản Đến Chuyên Sâu
Mục lục
Trong kỷ nguyên công nghiệp tự động hóa hiện đại, đặc biệt tại các trung tâm công nghệ lõi đòi hỏi tiêu chuẩn khắt khe như khu vực công nghiệp Kawasaki và Kanagawa (Nhật Bản), việc làm chủ các nền tảng điều khiển tốc độ cao là yêu cầu bắt buộc đối với mọi kỹ sư. Nền tảng iQ-F với đại diện ưu tú là dòng
FX5U đã tái định nghĩa lại sức mạnh của các hệ thống nguyên khối (compact). Để khai thác tối đa sức mạnh phần cứng này, kỹ năng lập trình PLC Mitsubishi FX5U GX Works3 trở thành năng lực cốt lõi. Bài viết này sẽ cung cấp một lộ trình chi tiết, đi từ những khái niệm nền tảng đến các kỹ thuật triển
khai dự án thực tế, giúp bạn tự tin ứng dụng lập trình PLC Mitsubishi FX5U GX Works3 vào các hệ thống phức tạp quy mô lớn. Cho dù đó là một băng tải đơn giản hay một dự án tự động hóa cảng than tích hợp radar và RFID, việc am hiểu sâu sắc về lập trình PLC Mitsubishi FX5U GX Works3 sẽ là chìa khóa quyết định sự thành bại của dự án.
1. Tổng Quan Kiến Trúc Và Môi Trường Lập Trình PLC Mitsubishi FX5U GX Works3
Thế hệ FX5U mang trong mình sức mạnh xử lý vượt trội với vi xử lý ASIC chuyên dụng, cho phép tốc độ thực thi lệnh cơ bản đạt mức 0.034 µs. Để có thể điều khiển và kiểm soát hoàn toàn hệ thống phần cứng tinh vi này, Mitsubishi đã phát triển GX Works3 – một môi trường phần mềm kỹ thuật thế hệ mới.
Môi trường lập trình PLC Mitsubishi FX5U GX Works3 mang lại sự thay đổi lớn về tư duy thiết kế hệ thống, chuyển đổi từ việc viết code bằng các dải địa chỉ thô sơ sang thiết kế hệ thống dựa trên tham số và đối tượng trực quan.
Khi bước vào giao diện của hệ thống lập trình PLC Mitsubishi FX5U GX Works3, kỹ sư sẽ lập tức nhận thấy sự sắp xếp logic của Navigation tree (Cây thư mục điều hướng). Cấu trúc này quản lý đồng bộ tất cả mọi thứ: từ cấu hình phần cứng vật lý, khai báo mạng công nghiệp, đến việc quản lý các khối hàm và
nhãn biến toàn cục. Việc nắm vững giao diện và các phím tắt là bước đầu tiên cực kỳ quan trọng để tối ưu hóa thời gian và quy trình lập trình PLC Mitsubishi FX5U GX Works3. Sự chuyển dịch từ các nền tảng cũ sang lập trình PLC Mitsubishi FX5U GX Works3 không chỉ là thay đổi về công cụ, mà là sự
nâng cấp toàn diện về mặt tư duy quản lý vòng đời dự án (Project Lifecycle Management). Để tối ưu hóa tiến độ dự án, việc lập trình PLC Mitsubishi FX5U GX Works3 đòi hỏi kỹ sư phải thành thạo các phím tắt hệ thống. Khả năng đồng bộ hóa dữ liệu trực tuyến trong quá trình lập trình PLC Mitsubishi FX5U
GX Works3 giúp giảm thiểu tối đa rủi ro sai sót biến số. Hơn nữa, việc tham khảo kỹ tài liệu hướng dẫn lập trình PLC Mitsubishi FX5U GX Works3 từ hãng sẽ tạo nền tảng vững chắc cho bất kỳ ai mới bắt đầu.
Bảng 1: So sánh nền tảng phần mềm và khả năng quản lý dự án
| Tiêu chí phân tích | Nền tảng GX Works2 (Thế hệ cũ) | Lập trình PLC Mitsubishi FX5U GX Works3 |
| Phần cứng tương thích | Dòng FX3U, Q Series | Dòng iQ-F (FX5U), iQ-R Series |
| Phương thức quản lý biến | Device-based (Địa chỉ X, Y, M, D) chủ đạo | Label-based (Global/Local) tối ưu hóa |
| Cấu hình phần cứng (Module) | Dùng lệnh FROM/TO phức tạp bằng code | Cấu hình trực quan qua Module Configuration |
| Chuẩn hóa chương trình | Cấu trúc tuyến tính thô sơ | Hỗ trợ Function Block (FB) tiêu chuẩn IEC |
| Giao diện chẩn đoán lỗi | Dạng text cơ bản, mã hex | Đồ họa trực quan, System Monitor chi tiết |
2. Thiết Lập Dự Án Mới Và Cấu Hình Phần Cứng Tiêu Chuẩn
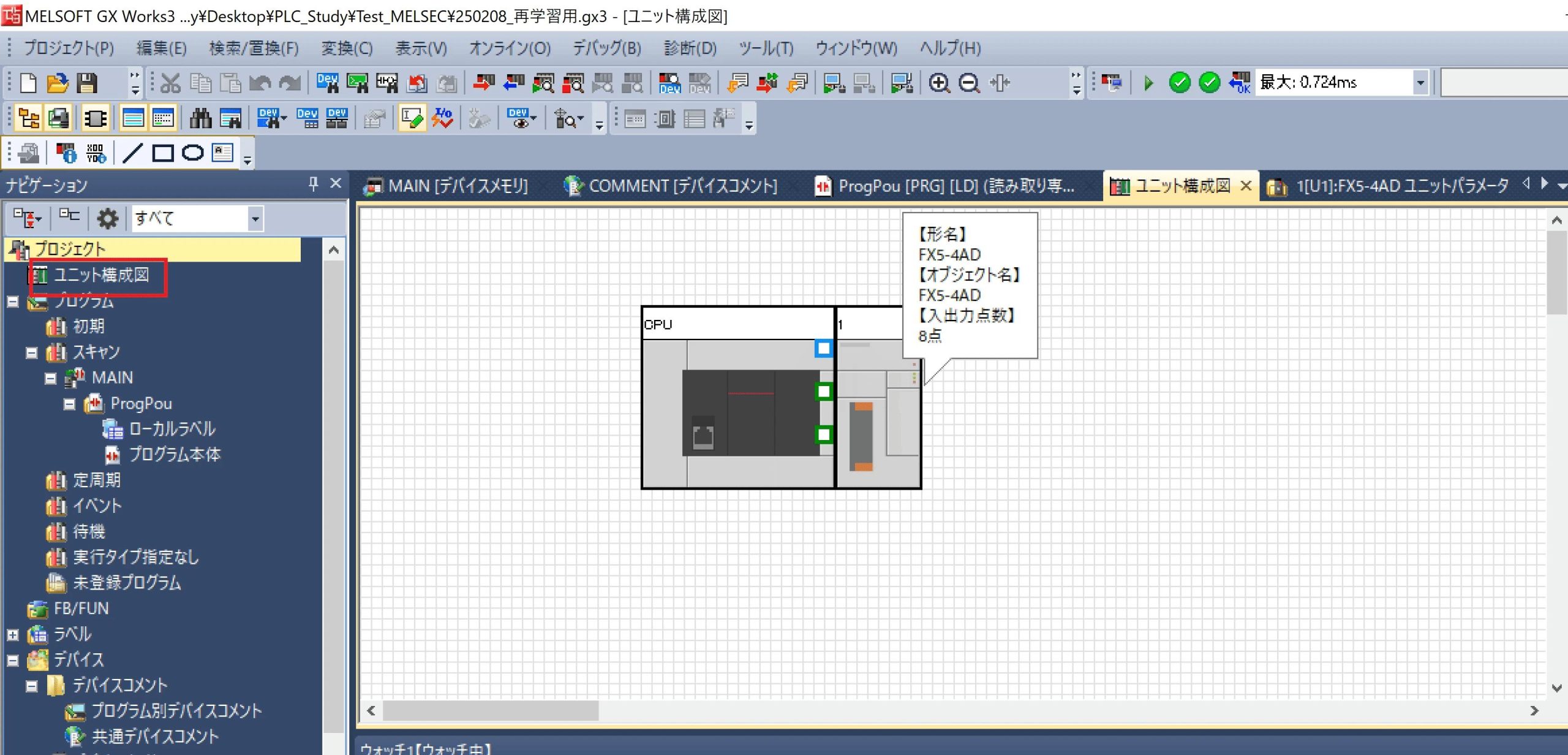
Một dự án điều khiển thành công luôn bắt đầu từ việc cấu hình phần cứng chính xác tuyệt đối. Khác với dòng máy đời cũ, FX5U tích hợp sẵn cổng Ethernet tốc độ cao, cổng RS-485 và các ngõ vào/ra Analog ngay trên bo mạch chủ. Trong môi trường phần mềm, việc khởi tạo một bản ghi phần cứng cho việc lập trình PLC Mitsubishi FX5U GX Works3 được thực hiện thông qua cửa sổ Module Configuration.
Tại cửa sổ này, công việc lập trình PLC Mitsubishi FX5U GX Works3 trở nên cực kỳ trực quan thông qua thao tác kéo thả (drag & drop). Kỹ sư chỉ cần chọn các module mở rộng (như FX5-4AD cho tín hiệu dòng/áp, hay FX5-16EX/ES cho ngõ vào số) từ thư viện Element Selection và thả vào rack ảo. Trong các dự
án thực tế có độ phức tạp cao, chẳng hạn như tự động hóa dự án cảng than kéo dài 22 tuần thi công với hàng ngàn I/O, việc cấu hình trước các module truyền thông và thẻ nhớ SD là một chiến lược bắt buộc trong lập trình PLC Mitsubishi FX5U GX Works3.
Phần mềm sẽ tự động nội suy và phân bổ địa chỉ vùng nhớ, giúp loại bỏ hoàn toàn các lỗi xung đột phần cứng. Đây là một bước tiến vượt bậc của nền tảng lập trình PLC Mitsubishi FX5U GX Works3 giúp kỹ sư tiết kiệm hàng giờ đồng hồ rà soát bản vẽ điện. Khi kết nối với phần cứng thực tế, thao tác lập trình
PLC Mitsubishi FX5U GX Works3 cho phép nhận diện tự động các module mở rộng thông qua mạng bus. Mỗi kỹ sư khi bắt tay vào lập trình PLC Mitsubishi FX5U GX Works3 cần tuân thủ tuyệt đối quy tắc cấp nguồn chống nhiễu EMC. Cuối cùng, thao tác lưu trữ (Save) liên tục trong lúc lập trình PLC Mitsubishi FX5U GX Works3 là một nguyên tắc sống còn để tránh mất mát dữ liệu thiết kế.
Bảng 2: Quy trình thiết lập phần cứng chuẩn trong hệ thống tự động hóa
| Trình tự các bước | Thao tác trên giao diện phần mềm | Mục đích kỹ thuật cốt lõi |
| 1. Khởi tạo Project | New -> Series: FX5CPU, Type: FX5U | Xác định hạt nhân CPU cho dự án điều khiển |
| 2. Kéo thả Module | Module Configuration -> Element Selection | Số hóa cấu hình vật lý vào môi trường phần mềm |
| 3. Khai báo IP CPU | Parameter -> Module Parameter -> Ethernet | Thiết lập mạng kết nối HMI và SCADA |
| 4. Cấp phát I/O (Fix) | Nút Fix Parameters trong Module Configuration | Chốt cứng địa chỉ để lập trình PLC Mitsubishi FX5U GX Works3 |
| 5. Setup Analog nội | Parameter -> Module Info -> Analog Input | Định nghĩa dải đo 4-20mA mà không cần code |
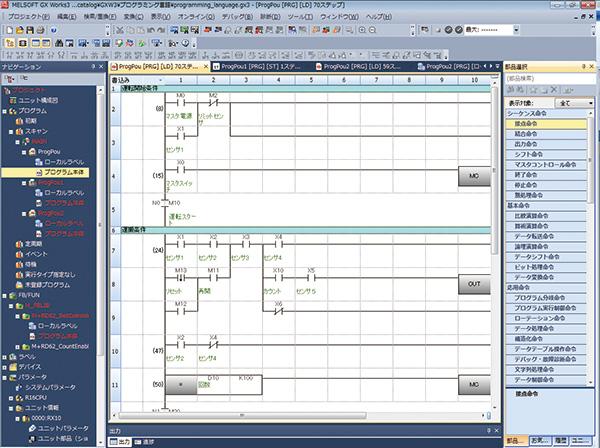
3. Ngôn Ngữ Lập Trình Cơ Bản: Ladder Logic Và Structured Text
Tiêu chuẩn quốc tế IEC 61131-3 quy định các ngôn ngữ lập trình cho bộ điều khiển công nghiệp, và môi trường lập trình PLC Mitsubishi FX5U GX Works3 hỗ trợ đầy đủ bộ ngôn ngữ này. Tuy nhiên, Ladder Diagram (LD) và Structured Text (ST) là hai ngôn ngữ mang tính ứng dụng cao nhất.
Đối với các logic tuần tự, điều khiển khóa chéo (interlock) bơm van hoặc các hệ thống relay, việc lập trình PLC Mitsubishi FX5U GX Works3 bằng Ladder Diagram vẫn giữ vị thế độc tôn nhờ tính trực quan cao. Các kỹ sư điện và nhân viên bảo trì tại nhà máy có thể dễ dàng đọc hiểu dòng chảy năng lượng qua
các tiếp điểm ảo. Tuy nhiên, khi đối mặt với các bài toán có tính thuật toán cao – ví dụ như viết bộ lọc nhiễu cho tín hiệu sóng radar đo mức than, hay bóc tách mảng chuỗi ký tự (String) từ hệ thống đọc thẻ RFID – Ladder trở nên quá cồng kềnh.
Lúc này, việc chuyển đổi sang Structured Text trong quá trình lập trình PLC Mitsubishi FX5U GX Works3 là chìa khóa giải quyết bài toán. Ngôn ngữ ST cho phép viết các vòng lặp FOR, WHILE và các cấu trúc IF/ELSE phức tạp giống hệt ngôn ngữ C hay Pascal. Sự kết hợp linh hoạt giữa LD làm chương trình chính
và ST làm thuật toán lõi giúp đẩy năng suất lập trình PLC Mitsubishi FX5U GX Works3 lên một đẳng cấp chuyên nghiệp. Sự tương thích chéo giữa các ngôn ngữ khi lập trình PLC Mitsubishi FX5U GX Works3 giúp giải quyết linh hoạt những bài toán logic phức tạp nhất. Nếu các chuyên gia tự động hóa kết hợp
tốt Ladder và ST, hiệu suất lập trình PLC Mitsubishi FX5U GX Works3 sẽ được nhân lên gấp nhiều lần. Chính vì vậy, các tài liệu kỹ thuật chuyên sâu luôn nhấn mạnh tầm quan trọng của việc lập trình PLC Mitsubishi FX5U GX Works3 theo đúng cấu trúc tiêu chuẩn quốc tế IEC.
Bảng 3: So sánh đặc tính ứng dụng của các ngôn ngữ lập trình
| Đặc điểm kỹ thuật | Ladder Diagram (LD) – Ngôn ngữ bậc thấp | Structured Text (ST) – Ngôn ngữ bậc cao |
| Cấu trúc biểu diễn | Đồ họa trực quan, dạng mạch điện Rơ-le | Dạng văn bản (Text-based), cú pháp giống ngôn ngữ C |
| Thế mạnh ứng dụng | Logic tuần tự, chẩn đoán trạng thái I/O trực tiếp | Xử lý mảng (Array), vòng lặp toán học, thao tác chuỗi |
| Khả năng bảo trì | Tuyệt vời cho thợ điện và kỹ sư bảo trì nhà máy | Đòi hỏi nền tảng tư duy lập trình phần mềm (Software) |
| Vai trò tiêu chuẩn | Khung sườn chính (Main Routine) | Xây dựng thuật toán cho lập trình PLC Mitsubishi FX5U GX Works3 |
4. Quản Lý Vùng Nhớ Và Các Tập Lệnh Chuyên Sâu
Hiểu rõ bản đồ phân bổ bộ nhớ (Memory Map) là yếu tố sống còn quyết định độ ổn định của hệ thống khi lập trình PLC Mitsubishi FX5U GX Works3. Khác với các dòng vi điều khiển mã nguồn mở, PLC Mitsubishi chia vùng nhớ thành các phân khu rất khắt khe. Trong đó bao gồm vùng nhớ thiết bị (Device
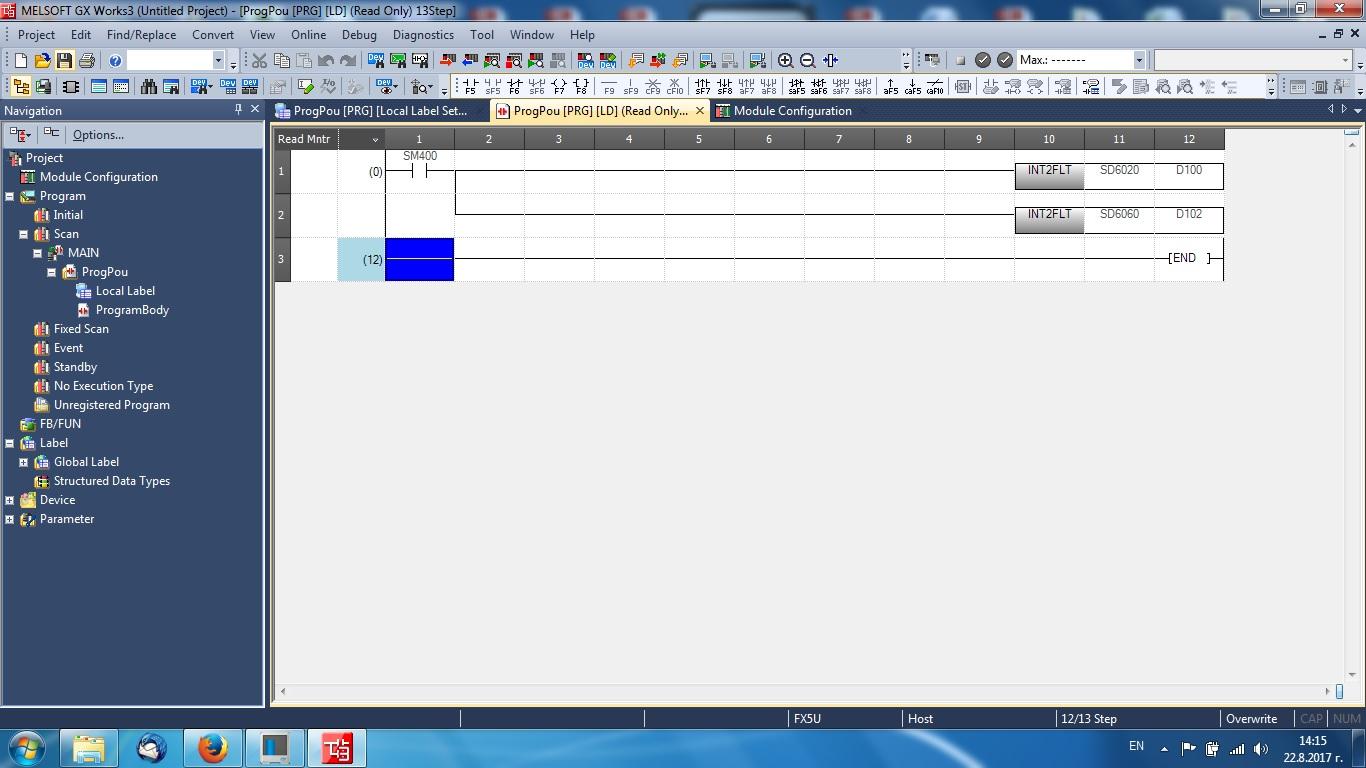
memory) với các thanh ghi bit (X, Y, M, L) và thanh ghi word (D, R, W). Đặc biệt, hệ thống cung cấp các thanh ghi đặc biệt (SM/SD) chứa các thông số chẩn đoán do chính hệ điều hành của CPU quản lý.
Khi thực hiện việc lập trình PLC Mitsubishi FX5U GX Works3 cho các hệ thống đòi hỏi độ chính xác cao như trạm cân ô tô tự động, kỹ sư phải sử dụng tập lệnh xử lý số thực (Floating point). Dữ liệu thô (Raw data) từ loadcell đưa về là số nguyên, cần được nhân chia với hệ số chuẩn (Span/Zero). Chẳng hạn, phương trình chuyển đổi tín hiệu Analog chuẩn hóa thường dùng trong PLC:
y=Xmax−Xminx−Xmin×(Ymax−Ymin)+Ymin
Để thực hiện phương trình này, kỹ sư lập trình PLC Mitsubishi FX5U GX Works3 sẽ gọi liên tục các tập lệnh FLT (chuyển Integer sang Float), EDIV (chia số thực) và EMUL (nhân số thực). Việc kiểm soát và làm chủ các tập lệnh toán học phức tạp này làm cho khả năng lập trình PLC Mitsubishi FX5U GX Works3
của FX5U không thua kém bất kỳ hệ thống DCS (Distributed Control System) đắt tiền nào. Để ngăn chặn hiện tượng tràn bộ nhớ đệm (Buffer Overflow), kỹ năng lập trình PLC Mitsubishi FX5U GX Works3 trong việc quản lý thanh ghi chốt (Latch memory) đóng vai trò then chốt. Đẳng cấp thực sự của một
chuyên gia lập trình PLC Mitsubishi FX5U GX Works3 được thể hiện qua cách họ quy hoạch và phân bổ bản đồ Data Register một cách khoa học ngay từ khi khởi tạo dự án.
Bảng 4: Phân bổ vùng nhớ cốt lõi và thanh ghi chuyên dụng
| Phân loại vùng nhớ | Ký hiệu vùng nhớ | Đặc tính vật lý và bảo lưu | Vai trò trong hệ thống lập trình PLC Mitsubishi FX5U GX Works3 |
| Input/Output Relay | X (Vào) / Y (Ra) | Ánh xạ trực tiếp phần cứng ngoại vi | Nhận lệnh (Ví dụ: Cảm biến RFID) / Xuất lệnh (Kéo rào chắn) |
| Internal Relay | M (Relay nội bộ) | Mất trạng thái khi mất điện (Volatile) | Lưu cờ logic trung gian, bit điều kiện chuyển bước tuần tự |
| Data Register | D (Thanh ghi dữ liệu) | Có thể cài đặt vùng chốt (Latch) lưu pin | Lưu trữ dữ liệu số học: Khối lượng cân, vận tốc băng tải |
| Special Register | SM / SD (Hệ thống) | Chỉ đọc (Read-only) ở hầu hết các thanh ghi | Giám sát điện áp pin, cờ nhịp thời gian (1s, 100ms clock) |
5. Kỹ Thuật Lập Trình Khối Hàm (Function Block) Và Nhãn (Label)
Bước ngoặt lớn nhất, đánh dấu sự trưởng thành của một kỹ sư khi tiếp cận lập trình PLC Mitsubishi FX5U GX Works3, là việc chuyển hoàn toàn sang tư duy lập trình hướng đối tượng thông qua nhãn (Label) và khối hàm (Function Block – FB). Thay vì phải cặm cụi ghi nhớ địa chỉ thô sơ như D100, M50,
phương pháp lập trình PLC Mitsubishi FX5U GX Works3 hiện đại cho phép đặt tên biến gợi nhớ như Truck_Weight hoặc Radar_Level_Meters.
Quy trình chuẩn hóa công nghiệp bắt buộc kỹ sư phân chia rõ: Local Label dùng cho các biến chạy ngầm trong khối hàm, và Global Label cho các biến cần đẩy lên màn hình HMI. Để tăng tốc dự án, các kỹ sư hệ thống thường dùng ngôn ngữ Python viết script tự động hóa để sinh ra hàng ngàn tag từ file Excel, sau đó import file CSV trực tiếp vào phần mềm lập trình PLC Mitsubishi FX5U GX Works3.
Bên cạnh đó, Function Block giúp đóng gói thuật toán. Ví dụ, khi tiến hành lập trình PLC Mitsubishi FX5U GX Works3 cho một hệ thống gồm 10 băng tải xuất than có cấu trúc giống hệt nhau, kỹ sư chỉ cần viết duy nhất một khối hàm Băng_Tải_Control. Sau đó gọi khối này ra 10 lần (instantiation) và gán các
I/O vật lý tương ứng. Việc áp dụng tính năng này giúp cắt giảm 80% dung lượng code và triệt tiêu sai sót do sao chép nhầm địa chỉ – một điểm sáng giá của việc lập trình PLC Mitsubishi FX5U GX Works3. Việc ứng dụng triệt để cấu trúc Function Block trong lập trình PLC Mitsubishi FX5U GX Works3 là một bước
tiến mang tính cách mạng cho việc bảo mật mã nguồn. Các thư viện khối hàm hỗ trợ lập trình PLC Mitsubishi FX5U GX Works3 hiện nay có thể dễ dàng chia sẻ và tích hợp đồng bộ giữa các bộ phận trong nhóm thiết kế điện.
Bảng 5: Đánh giá chi tiết ưu điểm của quản lý biến bằng Label và FB
| Tiêu chí so sánh | Lập trình bằng Device-based (Địa chỉ thô) | Lập trình PLC Mitsubishi FX5U GX Works3 bằng Label / FB |
| Định dạng hiển thị | D100, M20, T5, C0 | Motor_Speed_RPM, Auto_Mode_Cmd, Pump_Alarm |
| Khả năng tái sử dụng | Rất thấp, phải dò lại bản đồ vùng nhớ để đổi tên | Cực kỳ cao, chỉ cần copy/paste Project sang dự án mới |
| Mức độ an toàn bộ nhớ | Dễ gây lỗi ghi đè dữ liệu (Overwriting) chồng chéo | Trình biên dịch (Compiler) tự động cấp phát vùng nhớ an toàn |
| Phối hợp làm việc nhóm | Không thể làm việc nhóm trên cùng một logic | Các kỹ sư viết từng FB độc lập, sau đó ghép lại dễ dàng |
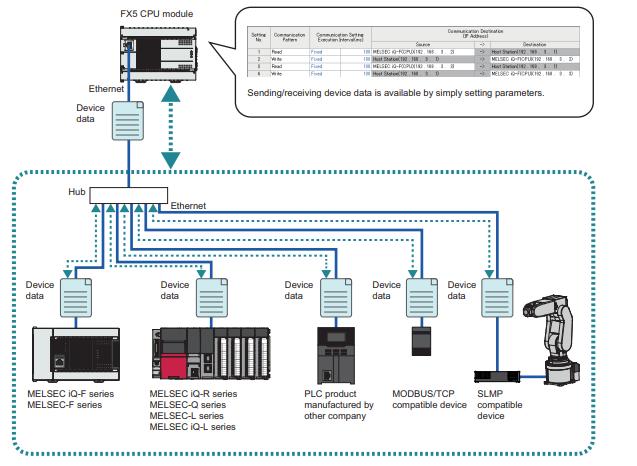
6. Cấu Hình Truyền Thông Công Nghiệp Và Tích Hợp SCADA
Sức mạnh thực sự của một nhà máy thông minh nằm ở luồng dữ liệu truyền thông liên tục và xuyên suốt. Nền tảng vi điều khiển này hỗ trợ cực mạnh về mạng, là điểm nhấn khiến nhiều doanh nghiệp chọn lập trình PLC Mitsubishi FX5U GX Works3. Thiết bị hỗ trợ sẵn CC-Link IE Field Basic, Modbus RTU/TCP, và giao thức SLMP tiên tiến.
Khi cần thu thập dữ liệu từ các thiết bị trường (Field devices) thông qua chuẩn RS-485 Modbus RTU, môi trường lập trình PLC Mitsubishi FX5U GX Works3 cung cấp tập lệnh ADPRW độc quyền. Lệnh này tóm gọn toàn bộ khung truyền (Frame) của Modbus vào một giao diện trực quan, giúp kỹ sư dễ dàng
đọc/ghi thông số biến tần hoặc đồng hồ đo lưu lượng mà không cần xử lý mã Hex phức tạp. Việc triển khai các hệ thống nhận diện số liệu từ hiện trường về phòng điều khiển qua lập trình PLC Mitsubishi FX5U GX Works3 diễn ra mượt mà và nhanh chóng.
Đặc biệt, giao thức SLMP (Seamless Message Protocol) cho phép các phần mềm SCADA truy xuất thẳng vào vùng nhớ của PLC qua mạng Ethernet. Bằng cách quy hoạch Global Label một cách khoa học ngay từ khâu đầu tiên của quá trình lập trình PLC Mitsubishi FX5U GX Works3, hệ thống SCADA có thể tự
động ánh xạ (map) các tag dữ liệu. Điều này đảm bảo toàn bộ thông số từ trạm cân, hệ thống radar hay cảm biến tốc độ đều được hiển thị Real-time với độ tin cậy tuyệt đối. Để đảm bảo kết nối lên hệ thống máy chủ SCADA không bị nghẽn cổ chai, các tham số định tuyến khi lập trình PLC Mitsubishi FX5U
GX Works3 cần được tính toán độ trễ (latency) cẩn thận. Các mô hình nhà máy số hóa ngày nay hoạt động trơn tru một phần lớn nhờ tính năng truyền thông bảo mật được cấu hình chuẩn xác khi lập trình PLC Mitsubishi FX5U GX Works3.

Bảng 6: Các tiêu chuẩn mạng truyền thông công nghiệp tương thích
| Giao thức mạng | Phần cứng vật lý giao tiếp trên CPU FX5U | Ứng dụng thực tiễn điển hình |
| Modbus RTU | Cổng RS-485 (Tích hợp Terminal Block) | Giao tiếp đầu cân điện tử, đọc đồng hồ nhiệt độ, biến tần |
| Modbus TCP/IP | Cổng RJ45 Ethernet (Tích hợp sẵn) | Giao tiếp đa điểm với các PLC thương hiệu khác qua LAN |
| CC-Link IE Basic | Cổng RJ45 Ethernet (Tích hợp sẵn) | Điều khiển đồng bộ hệ thống Servo đa trục, Remote I/O |
| SLMP (MC Protocol) | Cổng RJ45 Ethernet (Tích hợp sẵn) | Đẩy Data Base tốc độ cao thẳng lên máy chủ SCADA/MES |
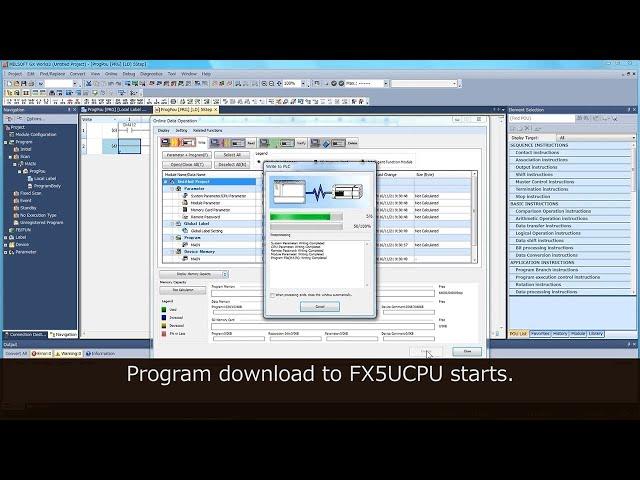
7. Gỡ Lỗi (Debugging), Mô Phỏng Và Bảo Trì Hệ Thống Thực Tế
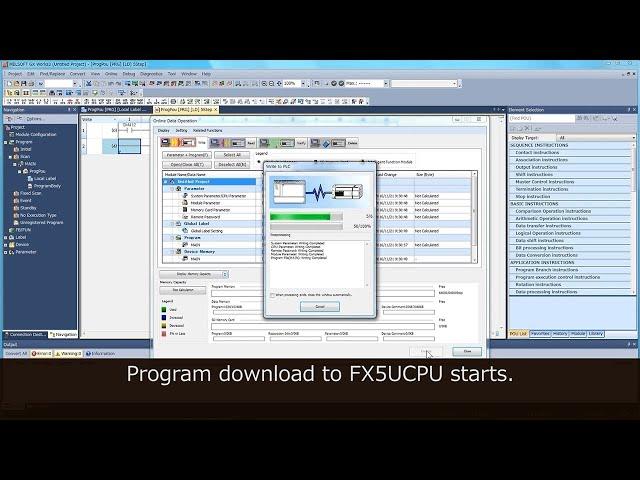
Khâu quan trọng nhất, đóng vai trò rào chắn cuối cùng trước khi đưa máy móc vào chạy thực tế trong lập trình PLC Mitsubishi FX5U GX Works3, chính là kiểm thử và gỡ lỗi (Debugging). Phần mềm iQ Works trang bị một công cụ Simulator ảo hóa xuất sắc. Không cần sở hữu thiết bị phần cứng vật lý, kỹ sư vẫn có thể mô phỏng toàn bộ logic của thuật toán.
Khi kết nối với phần cứng thực tế, chức năng chẩn đoán module (Module Diagnostics) là một “vũ khí” cực mạnh của hệ sinh thái lập trình PLC Mitsubishi FX5U GX Works3. Nếu hệ thống báo đèn báo lỗi màu đỏ (ERROR), phần mềm sẽ tự động bắt lấy mã lỗi, phân tích nguyên nhân (có thể do lỗi chia cho 0
trong thuật toán, mất kết nối mạng cáp quang, hoặc đứt dây tín hiệu Analog) và đưa ra biện pháp khắc phục tức thời. Khả năng truy xuất dữ liệu lỗi quá khứ qua SD Card giúp quá trình lập trình PLC Mitsubishi FX5U GX Works3 và bảo trì trở nên vô cùng nhàn rỗi.
Ngoài ra, ở tầm vóc dự án doanh nghiệp, vấn đề bảo vệ bản quyền trí tuệ (Intellectual Property) được đặt lên hàng đầu. Kỹ sư phải thiết lập hệ thống mật khẩu nhiều lớp (Security Key) trước khi đóng gói lập trình PLC Mitsubishi FX5U GX Works3. Việc mã hóa các Function Block độc quyền đảm bảo rằng dù
thuật toán được xuất xưởng ra thị trường, các đối thủ cạnh tranh cũng không thể can thiệp hay bẻ khóa. Công tác nghiệm thu hệ thống tủ điện điều khiển sẽ không thể hoàn thiện nếu thiếu đi bản tài liệu mô tả chi tiết luồng logic lập trình PLC Mitsubishi FX5U GX Works3 để bàn giao cho đội ngũ bảo trì nhà máy vận hành sau này.
Phần FAQ – Các Vấn Đề Kỹ Thuật Thường Gặp Cần Lưu Ý
- Máy tính cấu hình thấp có thể chạy mượt phần mềm lập trình PLC Mitsubishi FX5U GX Works3 không? Được. Mặc dù là phần mềm kỹ thuật thế hệ mới, nền tảng lập trình PLC Mitsubishi FX5U GX Works3 đã được tối ưu hóa rất tốt. Một máy tính Windows hệ 64-bit với cấu hình CPU Core i3 và 8GB RAM là đủ để xử lý hầu hết các tác vụ cơ bản.
- Tôi có thể ứng dụng lập trình PLC Mitsubishi FX5U GX Works3 để kết nối với biến tần của hãng Siemens hoặc Yaskawa không? Hoàn toàn khả thi. Do hỗ trợ sâu rộng các giao thức tiêu chuẩn mở như Modbus RTU và Modbus TCP, bạn có thể lập trình PLC Mitsubishi FX5U GX Works3 để thiết lập giao tiếp hai chiều với bất kỳ thiết bị công nghiệp nào tuân thủ đúng chuẩn giao thức này trên thế giới.
- Tại sao khi vừa tải chương trình xuống, CPU lại nháy đèn ERROR ngay lập tức? Đây là lỗi kinh điển đối với người mới làm quen với lập trình PLC Mitsubishi FX5U GX Works3. Thông thường là do cấu hình phần cứng vật lý không khớp với khai báo trên Module Configuration (thiếu nguồn, sai mã thiết bị). Bạn cần mở tab “Diagnostics” để kiểm tra mã lỗi chính xác.
- Quá trình nâng cấp thuật toán sang môi trường lập trình PLC Mitsubishi FX5U GX Works3 có phức tạp không? Phần mềm có sẵn công cụ chuyển đổi (Project Conversion). Đa số các nhánh logic Ladder thuần túy sẽ được chuyển đổi tự động. Tuy nhiên, các hàm cấu hình phần cứng đặc biệt sẽ yêu cầu bạn phải am hiểu lập trình PLC Mitsubishi FX5U GX Works3 để viết lại cấu trúc thanh ghi SD/SM tương ứng.
CỘNG ĐỒNG KỸ THUẬT & GIẢI PHÁP TỰ ĐỘNG HÓA TỪ HOANTRANTDH
Việc am hiểu tường tận kiến trúc và làm chủ công cụ lập trình PLC Mitsubishi FX5U GX Works3 chính là nền tảng vững chắc nhất để biến các ý tưởng bản vẽ thành hệ thống máy móc hoạt động thực tế. Từ các hệ thống trạm cân tích hợp nhận diện RFID đến các dây chuyền băng tải vận chuyển quy mô lớn, mọi hệ thống tự động hóa đều đòi hỏi tính logic sắc bén và một nền tảng code ổn định.
Với kinh nghiệm thực chiến chuyên sâu trong ngành tự động hóa, thương hiệu HOANTRANTDH tự hào là đối tác công nghệ hàng đầu, chuyên tư vấn, thiết kế, thi công tủ điện công nghiệp và cung cấp các giải pháp phần mềm SCADA toàn diện. Mọi hệ thống do chúng tôi thiết kế đều được chuẩn hóa nghiêm
ngặt, đảm bảo tính ổn định, an toàn và dễ dàng mở rộng. Hãy liên hệ ngay với đội ngũ chuyên gia của HOANTRANTDH để đưa hệ thống sản xuất của doanh nghiệp bạn bắt nhịp với tiêu chuẩn công nghiệp 4.0!
Linkedin HOANTRANTDH
gmap hoantrantdh
ZALO HOANTRANTDH
facebook Animals World
facebook HOANTRANTDH-Thiết Bị Công Nghiệp EU/G7 – CHINA
facebook Công ty TNHH Kỹ Thuật Tự Động Hóa Hoàn Trần
Facebook Hoantran technical automation limited company
facebook Vietnam Market for ASC Solutions
Fage facebook-Entron Global
Youtube-hoantrantdh
Tiêu Chuẩn ATEX IECEx: Dầu Khí Cần Biết Gì?
Tiêu Chuẩn IP67, IP68 Là Gì? Cấp Bảo Vệ IP
Chuyên Luận Kỹ Thuật: Lỗi thường gặp trên PLC Mitsubishi FX5U Và Cách Khắc Phục Nhanh-2026
Hướng Dẫn Chuyên Sâu: Cách kết nối PLC Mitsubishi với máy tính Qua USB, Ethernet Và RS-485-2026
Toàn Cảnh Về ứng dụng PLC Mitsubishi trong máy CNC Và Dây Chuyền Gia Công Khối Lượng Lớn-2026
So sánh PLC Mitsubishi FX3U và dòng FX5U: Quyết Định Nâng Cấp Hệ Thống Tự Động Hóa Chuyên Sâu-2026
Hướng Dẫn Lập Trình PLC Mitsubishi FX5U GX Works3 Từ Cơ Bản Đến Chuyên Sâu-2026
Tổng Quan Về PLC Mitsubishi: Phân Tích Chuyên Sâu Các Thế Hệ FX5U, FX3U, Q Series & iQ-R-2026
BÀI VIẾT LIÊN QUAN
Hướng Dẫn Chuyên Sâu: Cách kết nối PLC Mitsubishi với máy tính Qua USB, Ethernet Và RS-485 Trong lĩnh vực tự động hóa công nghiệp hiện đại, việc thiết lập hạ tầng truyền thông ổn định giữa hệ thống điều khiển và trạm kỹ thuật (Engineering Station) là bước ngoặt quyết định sự thành bại […]
Chuyên Luận Kỹ Thuật: Lỗi thường gặp trên PLC Mitsubishi FX5U Và Cách Khắc Phục Nhanh Trong kỷ nguyên công nghiệp 4.0, sự ổn định của hệ thống điều khiển trung tâm là bài toán sống còn đối với mọi dây chuyền sản xuất. Dòng MELSEC iQ-F thế hệ mới đã chứng minh được sức […]
So sánh PLC Mitsubishi FX3U và dòng FX5U: Quyết Định Nâng Cấp Hệ Thống Tự Động Hóa Chuyên Sâu Trong kỷ nguyên công nghiệp 4.0 và xu hướng vạn vật kết nối (IIoT), việc tối ưu hóa nền tảng điều khiển thiết bị là bài toán sống còn đối với mọi kỹ sư tự động […]