KIẾN THỨC-CHUYÊN MÔN
Toàn Cảnh Về ứng dụng PLC Mitsubishi trong máy CNC Và Dây Chuyền Gia Công Khối Lượng Lớn-2026
Chuyên Luận Kỹ Thuật: Toàn Cảnh Về ứng dụng PLC Mitsubishi trong máy CNC Và Dây Chuyền Gia Công Khối Lượng Lớn
Mục lục
Trong kỷ nguyên của nền sản xuất thông minh và vạn vật kết nối công nghiệp (IIoT), việc tối ưu hóa hệ thống điều khiển cơ điện tử là bài toán cốt lõi đối với mọi kỹ sư tự động hóa. Một trong những giải pháp kỹ thuật mang tính nền tảng và đã được kiểm chứng qua hàng thập kỷ chính là ứng dụng PLC
Mitsubishi trong máy CNC. Hệ thống điều khiển logic khả trình (PLC) không chỉ đơn thuần đóng vai trò thay thế các rơ-le trung gian như trước đây, mà đã tiến hóa thành trung tâm đầu não xử lý dữ liệu, đồng bộ hóa chuyển động và quản lý toàn diện vòng đời gia công của chi tiết máy. Bài luận chuyên sâu này
sẽ bóc tách chi tiết về cơ chế hoạt động, hiệu năng và tầm quan trọng của việc ứng dụng PLC Mitsubishi trong máy CNC đối với các trung tâm gia công hiện đại. Đối với các kỹ sư tích hợp hệ thống, việc nắm vững cấu trúc liên kết mạng và thuật toán nội suy là bắt buộc để có thể khai thác tối đa tiềm năng của
ứng dụng PLC Mitsubishi trong máy CNC. Từ việc điều hướng các trục Servo, quản lý hệ thống thay dao tự động, cho đến việc thu thập dữ liệu giám sát tình trạng máy, quá trình ứng dụng PLC Mitsubishi trong máy CNC đã định hình lại các tiêu chuẩn sai số và chu kỳ thời gian (cycle time) trong ngành công nghiệp chế tạo kim loại nặng.
Tích Hợp Hệ Thống Cơ Điện Tử: Nền Tảng Của ứng dụng PLC Mitsubishi trong máy CNC
Khái niệm về điều khiển số bằng máy tính (CNC – Computer Numerical Control) không thể tách rời khỏi kiến trúc phần cứng xử lý logic phụ trợ. Chức năng chính yếu của ứng dụng PLC Mitsubishi trong máy CNC là cầu nối trung gian giữa bộ điều khiển CNC (thường xử lý G-code, nội suy quỹ đạo cắt) và các cơ
cấu chấp hành ngoại vi (bơm làm mát, van khí nén, công tắc hành trình). Trong kiến trúc phần cứng chuẩn mực, hiệu quả của ứng dụng PLC Mitsubishi trong máy CNC được đo lường bằng tốc độ phản hồi I/O và tính ổn định của bus truyền thông nội bộ.
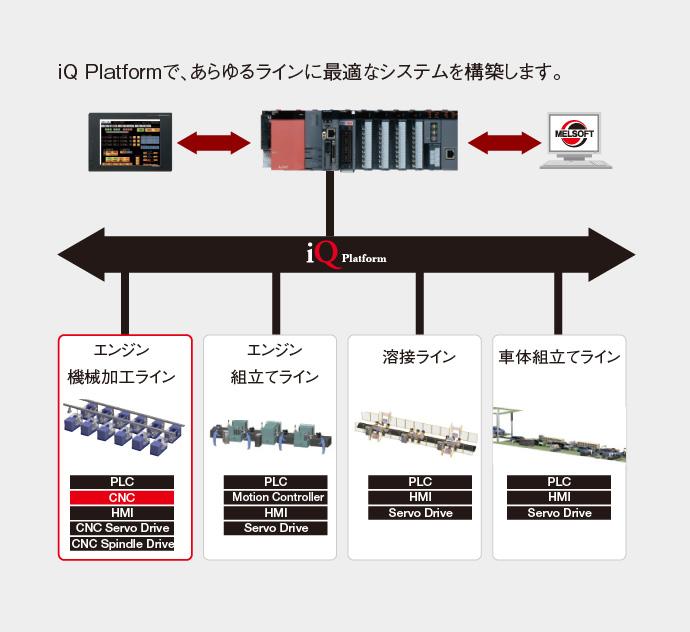
Khi một kỹ sư thiết kế tiến hành lập sơ đồ nguyên lý tủ điện, họ phải đánh giá khả năng mở rộng của trạm điều khiển. Việc ứng dụng PLC Mitsubishi trong máy CNC cho phép nhóm thiết kế sử dụng các dòng CPU như MELSEC iQ-R hoặc iQ-F với kiến trúc đa chip xử lý, giúp tách biệt hoàn toàn luồng xử lý tín
hiệu ngoại vi khỏi luồng tính toán toán học động học của trục chính. Hơn nữa, sự thành công của một bản vẽ hệ thống phụ thuộc rất lớn vào việc xây dựng nền tảng ứng dụng PLC Mitsubishi trong máy CNC để giảm thiểu nhiễu điện từ (EMI) thông qua các module cách ly quang tốc độ cao. Dưới góc nhìn bảo
trì, kiến trúc module hóa nhờ ứng dụng PLC Mitsubishi trong máy CNC giúp giảm thiểu thời gian dừng máy (downtime) MTTR xuống mức thấp nhất, khi các kỹ sư có thể chẩn đoán lỗi ngay trên màn hình HMI thông qua các cờ báo (flag) trạng thái.

Bảng 1: So sánh đặc tính điều khiển cơ điện tử trên máy công cụ
| Tiêu chí kỹ thuật | Hệ thống Relay/Contactor truyền thống | Nền tảng ứng dụng PLC Mitsubishi trong máy CNC | Đánh giá từ chuyên gia tích hợp |
| Tốc độ đáp ứng logic | Chậm (tính bằng mili-giây, rơ-le vật lý) | Siêu tốc (tính bằng micro-giây/nano-giây) | PLC đáp ứng tuyệt đối các tín hiệu ngắt tốc độ cao |
| Không gian tủ điện | Lớn, tốn kém dây dẫn, phức tạp | Nhỏ gọn, tích hợp I/O mật độ cao | PLC giảm footprint và chi phí vỏ tủ |
| Chẩn đoán sự cố | Dò dây thủ công (Multimeter) | Báo lỗi trực quan qua Buffer Memory | Giảm 80% thời gian tìm lỗi (Troubleshooting) |
| Độ tin cậy linh kiện | Thấp, dễ hao mòn tiếp điểm cơ khí | Rất cao, bộ nhớ Non-volatile, linh kiện rắn | Tuổi thọ máy tăng cao gấp nhiều lần |
| Khả năng nâng cấp | Phải thay đổi đấu nối vật lý toàn bộ | Chỉ cần viết lại mã Ladder/ST hoặc thêm module | Tính linh hoạt cao cho các máy gia công tùy chỉnh |
Điều Khiển Trục Nội Suy Và Phát Xung Lệnh: Cốt Lõi Của ứng dụng PLC Mitsubishi trong máy CNC
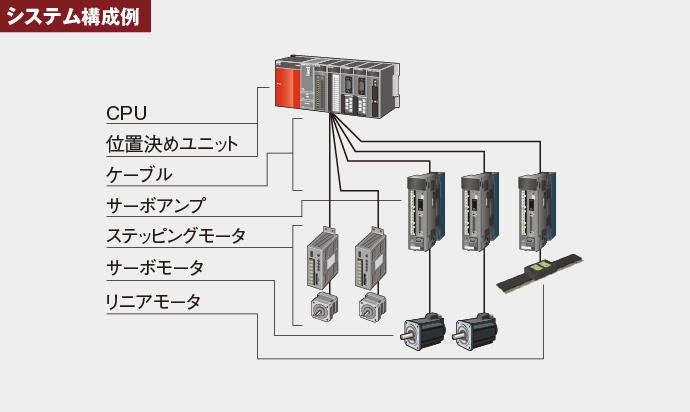
Mặc dù bộ điều khiển CNC là trung tâm đọc G-code, nhưng trong nhiều cấu hình máy đặc biệt (như máy mài phẳng, máy khoan nhiều đầu), hệ thống định vị độc lập lại phụ thuộc hoàn toàn vào module phát xung của PLC. Vai trò phát xung của ứng dụng PLC Mitsubishi trong máy CNC thể hiện qua khả năng
điều khiển các trục phụ trợ (Sub-axis) mà không làm tiêu tốn tài nguyên của bộ điều khiển CNC chính. Các kỹ sư thường lập trình ứng dụng PLC Mitsubishi trong máy CNC để phát xung tốc độ cao (lên đến hàng trăm kHz hoặc MHz) thông qua mạng SSCNET III/H hoặc CC-Link IE TSN để giao tiếp với các bộ khuếch đại MR-J4/MR-J5 Servo.
Sức mạnh định vị của ứng dụng PLC Mitsubishi trong máy CNC nằm ở các tập lệnh nội suy tuyến tính và nội suy vòng cung được tích hợp sẵn. Thay vì phải viết các thuật toán toán học phức tạp, lập trình viên có thể gọi các khối hàm (Function Blocks) chuẩn hóa theo chuẩn IEC 61131-3. Đánh giá tính năng đồng
bộ pha trong ứng dụng PLC Mitsubishi trong máy CNC, ta thấy khả năng bù trừ khe hở rơ (Backlash compensation) và giới hạn moment xoắn có thể được can thiệp trực tiếp từ PLC. Nhờ đó, việc khai thác ứng dụng PLC Mitsubishi trong máy CNC đem lại độ bóng bề mặt gia công cực cao, triệt tiêu hoàn toàn các vết chấn thủy lực do sai số dừng nhấp (jogging) của trục cơ khí gây ra.
Bảng 2: So sánh kiến trúc điều khiển định vị trục nội suy
| Tính năng điều khiển trục | Phát xung truyền thống (Open Collector) | Mạng truyền thông SSCNET/CC-Link IE (PLC Mitsubishi) | Hiệu quả kỹ thuật trên máy CNC |
| Tốc độ truyền dữ liệu | Giới hạn (khoảng 100-200 kHz) | Gigabit / Cáp quang tốc độ siêu cao | Đảm bảo đồng bộ hóa đa trục thời gian thực |
| Chống nhiễu tín hiệu | Dễ bị nhiễu điện từ (EMI) đường dài | Miễn nhiễm nhiễu (Sử dụng cáp quang/Shielded) | Quỹ đạo cắt không bị sai lệch do nhiễu môi trường |
| Lấy dữ liệu Encoder | Cần module phản hồi phức tạp | Đọc trực tiếp qua bus truyền thông | Kiểm soát chính xác vòng lặp kín (Closed-loop) |
| Thay đổi tham số Servo | Chỉnh thủ công trên Servo Drive | Chỉnh tự động qua mã lệnh PLC (Auto-tuning) | Chuyển đổi linh hoạt giữa các phôi gia công khác nhau |
| Giới hạn số trục nội suy | Tối đa 2-4 trục (phụ thuộc on-board) | Lên đến 64 hoặc 128 trục (Q/iQ-R Series) | Đáp ứng dây chuyền máy CNC phức hợp (Transfer line) |
Quản Lý Hệ Thống Thay Dao Tự Động (ATC) Thông Qua ứng dụng PLC Mitsubishi trong máy CNC
Một trong những quy trình đòi hỏi sự kết hợp khắt khe giữa cơ khí chính xác và logic tuần tự là hệ thống thay dao tự động (Automatic Tool Changer – ATC). Thành công của hệ thống này phụ thuộc 100% vào việc lập trình ứng dụng PLC Mitsubishi trong máy CNC. Quá trình lấy dao, xoay mâm dao (magazine),
nhả dao trục chính và sập dao mới yêu cầu hàng chục cảm biến tiệm cận, xy-lanh khí nén và động cơ xoay hoạt động với sai số bằng không. Tại đây, mã M-code từ bộ CNC sẽ được giải mã và đẩy xuống cho quá trình ứng dụng PLC Mitsubishi trong máy CNC xử lý.
Thuật toán quản lý mâm dao ngẫu nhiên (Random Tool Management) là minh chứng rõ nét nhất cho sức mạnh xử lý mảng (Array processing) của ứng dụng PLC Mitsubishi trong máy CNC. Các thanh ghi (Data Registers) sẽ lưu trữ bảng địa chỉ ảo của từng mũi phay, mũi khoan. Bất kỳ kỹ sư vận hành nào cũng
hiểu rằng việc lập trình ứng dụng PLC Mitsubishi trong máy CNC phải bao gồm cả chức năng Recovery (phục hồi) khi máy bị mất điện đột ngột giữa chừng lúc tay đòn (Cam cơ khí) đang kẹp dao. Sự tinh tế trong ứng dụng PLC Mitsubishi trong máy CNC giúp hệ thống ghi nhớ chính xác vị trí cơ khí, cho phép Reset hệ thống một cách an toàn mà không gây va đập đứt gãy dụng cụ cắt có giá trị hàng ngàn đô la.
Bảng 3: So sánh thuật toán quản lý dao cụ (ATC) trên PLC
| Phương pháp quản lý dao | Thuật toán Tuần tự (Sequential/Fixed) | Thuật toán Ngẫu nhiên (Random/Memory-based) | Đánh giá lập trình PLC |
| Vị trí trả dao về mâm | Phải trả về đúng pocket ban đầu | Trả về pocket trống bất kỳ gần nhất | Random giúp tiết kiệm thời gian đổi dao (T-T time) |
| Sử dụng bộ nhớ PLC | Ít, chỉ cần nhớ vị trí index hiện tại | Nhiều, cần lập bảng mapping dữ liệu mảng | Các dòng PLC Mitsubishi hỗ trợ Data Register cực lớn |
| Thời gian tìm dao (T-code) | Lâu, mâm dao quay nhiều vòng | Tối ưu đường đi ngắn nhất (Shortest path logic) | Tăng năng suất gia công hàng loạt |
| Độ phức tạp mã Ladder | Đơn giản, dùng Counter cơ bản | Phức tạp, sử dụng lệnh so sánh, tìm kiếm mảng | Yêu cầu kỹ sư phần mềm CNC bậc cao |
| Khả năng phát hiện lỗi | Khó nhận biết nếu sai dao (Cần RFID) | Quản lý dữ liệu ảo, đối chiếu thông số dao | An toàn tuyệt đối cho trục chính máy gia công |
Giám Sát Cảm Biến Áp Suất Và Bôi Trơn Trục Chính: ứng dụng PLC Mitsubishi trong máy CNC
Trục chính (Spindle) là trái tim của trung tâm gia công, hoạt động ở vận tốc cực cao (từ 10,000 đến 30,000 vòng/phút). Việc đảm bảo tuổi thọ trục chính đòi hỏi quy trình bôi trơn làm mát tỉ mỉ, được điều khiển trực tiếp qua ứng dụng PLC Mitsubishi trong máy CNC. Hệ thống PLC sẽ đọc
các giá trị biến thiên từ cảm biến áp suất dầu, cảm biến lưu lượng nước làm mát (Coolant) và nhiệt độ thông qua các module Analog có độ phân giải cao. Khả năng thiết lập các ngưỡng cảnh báo (Alarm thresholds) trong ứng dụng PLC Mitsubishi trong máy CNC đóng vai trò như một hệ thống bảo vệ vòng ngoài vững chắc.
Thay vì chạy bơm bôi trơn liên tục gây lãng phí năng lượng, kỹ sư thiết kế hàm PID trong ứng dụng PLC Mitsubishi trong máy CNC để điều tiết áp suất bơm theo đúng vận tốc thực tế của trục chính. Hơn nữa, việc tích hợp ứng dụng PLC Mitsubishi trong máy CNC còn giúp phát hiện tình trạng rò rỉ khí nén của hệ thống xịt sạch côn dao (Air blow) bằng cách tính toán vi phân
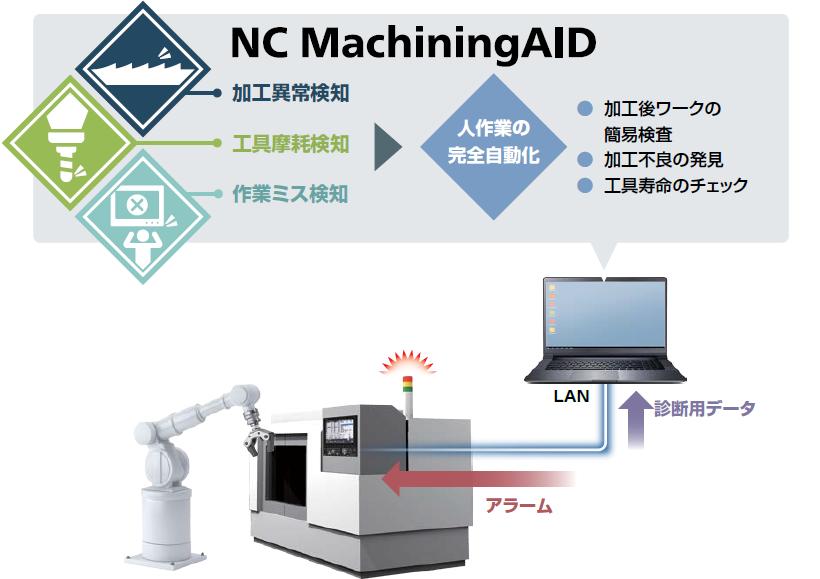
sự tụt áp trong đường ống. Những tính năng chẩn đoán thông minh này, được viết bởi kỹ sư thông qua ứng dụng PLC Mitsubishi trong máy CNC, biến một cỗ máy phay/tiện thông thường thành một thiết bị có khả năng tự dự báo hỏng hóc (Predictive Maintenance), tuân thủ đúng chuẩn mực của các nhà máy sản xuất linh kiện hàng không vũ trụ.
Bảng 4: So sánh thời gian phản hồi I/O xử lý cảm biến Spindle
| Yếu tố giám sát Spindle | Xử lý qua rơ-le áp suất cơ điện | Xử lý qua Module Analog PLC Mitsubishi | Tối ưu hóa hệ thống máy |
| Cảm biến nhiệt độ dầu | Báo ngưỡng On/Off cố định | Đọc giá trị thực tế (Real-time data logging) | Theo dõi được xu hướng tăng nhiệt của bạc đạn |
| Điều khiển bơm làm mát | Chạy 100% công suất (Direct On Line) | Chạy qua Biến tần điều khiển bởi PLC | Tiết kiệm 40% điện năng tiêu thụ bơm coolant |
| Báo động sụt áp khí nén | Phản hồi chậm, dễ kẹt dao vào côn | Phản hồi mili-giây, dừng trục chính khẩn cấp | Bảo vệ trục chính khỏi hư hỏng nghiêm trọng |
| Giám sát dòng tải trục | Chỉ qua cầu chì/rơ-le nhiệt | Đọc Load Meter qua CC-Link/Analog | Phát hiện mẻ dao, mòn dao ngay lập tức |
| Ghi nhận lịch sử lỗi | Không có bộ nhớ lưu trữ | Lưu vào thẻ nhớ SD của CPU PLC | Dễ dàng cho công tác bảo trì định kỳ (PM) |
Tối Ưu Hóa Dây Chuyền Gia Công Phân Tán Với ứng dụng PLC Mitsubishi trong máy CNC
Trong các xưởng sản xuất thân vỏ động cơ ô tô, máy CNC hiếm khi đứng độc lập. Chúng được kết nối thành một dây chuyền tự động với các robot cấp phôi (Gantry Robot / Articulated Robot) và băng tải. Tại quy mô này, mô hình ứng dụng PLC Mitsubishi trong máy CNC chuyển từ cấp độ máy (Machine-level) sang cấp độ dây chuyền (Line-level). Kiến trúc mạng CC-Link IE
Field Network Gigabit trở thành xương sống, nơi mà dữ liệu về tình trạng phôi, tín hiệu Ready/Busy được trao đổi liên tục nhờ ứng dụng PLC Mitsubishi trong máy CNC.
Mỗi máy tiện, máy phay đóng vai trò là một Node mạng thông minh. Thông qua lệnh truyền thông trực tiếp, sự phối hợp nhịp nhàng giữa ứng dụng PLC Mitsubishi trong máy CNC và bộ điều khiển Robot tạo ra một chu trình sản xuất khép kín không cần sự can thiệp của con người (Lights-out manufacturing). Để tránh nguy cơ xung đột tín hiệu, kỹ sư cấu hình vùng nhớ
liên kết (Link Relay / Link Register) tích hợp sẵn trong ứng dụng PLC Mitsubishi trong máy CNC. Thậm chí, việc tracking mã vạch (Barcode) hoặc thẻ RFID của từng pallet phôi cũng được nạp thẳng vào cơ sở dữ liệu qua ứng dụng PLC Mitsubishi trong máy CNC, đồng bộ hóa với hệ thống quản lý sản xuất MES (Manufacturing Execution System) của nhà máy.
Bảng 5: So sánh hạ tầng truyền thông trong dây chuyền gia công
| Chỉ tiêu truyền thông | Giao tiếp I/O vật lý (Hard-wiring) giữa máy | Mạng công nghiệp CC-Link IE Field (PLC) | Tác động đến thiết kế dây chuyền |
| Số lượng dây nối | Rất nhiều (1 dây cho 1 tín hiệu I/O) | Chỉ 1 sợi cáp Ethernet công nghiệp | Giảm rủi ro đứt cáp, nhiễu tín hiệu |
| Băng thông dữ liệu | Chỉ truyền được bit 0/1 (On/Off) | Truyền cả bit và Word (Tọa độ, thông số) | Trao đổi được dữ liệu vị trí Robot với máy CNC |
| Khả năng mở rộng máy | Phải thiết kế lại tủ điện, kéo cáp mới | Chỉ cần cắm thêm cáp mạng nối tiếp (Daisy-chain) | Lắp đặt thêm máy CNC mới vào xưởng cực nhanh |
| Bảo mật và an toàn | Khó kết nối với Safety Relay tập trung | Tích hợp giao thức CC-Link IE Safety | Đảm bảo an toàn E-stop liên động toàn dây chuyền |
| Chẩn đoán đứt cáp | Dò dây bằng đồng hồ vạn năng tốn thời gian | Phần mềm PLC tự động vẽ bản đồ báo đứt mạng | Rút ngắn thời gian chết của toàn bộ hệ thống xưởng |
Thu Thập Dữ Liệu Bù Trừ Sai Số Nhiệt Độ Bằng ứng dụng PLC Mitsubishi trong máy CNC
Trong gia công khuôn mẫu chính xác (Khuôn đúc nhựa, khuôn dập kim loại), nhiệt độ môi trường và lượng nhiệt sinh ra do ma sát cắt gọt làm giãn nở thân máy (Casting bed), gây ra sai số kích thước phôi lên đến vài chục micron. Để khắc phục hiện tượng vật lý này, giải thuật ứng dụng PLC Mitsubishi trong máy CNC cho phép thu thập dữ liệu từ hàng chục nhiệt điện trở
(Thermistor) gắn quanh thân máy. Bằng việc phân tích ma trận nhiệt thông qua ứng dụng PLC Mitsubishi trong máy CNC, hệ thống tính toán được hệ số giãn nở tuyến tính theo thời gian thực.
Quá trình bù trừ này (Thermal Displacement Compensation) là sự thăng hoa của kỹ thuật lập trình. PLC sẽ gửi các xung bù trừ siêu nhỏ ngược lại bộ điều khiển trục (CNC Controller) để dịch chuyển tọa độ G-code đi một lượng tương đương với độ giãn nở. Hiệu quả to lớn của ứng dụng PLC Mitsubishi trong máy CNC tại đây là khả năng can thiệp bằng các phép toán
Floating-point mạnh mẽ mà không làm chậm chu kỳ nội suy nội bộ của bản thân CNC. Kết quả mang lại là một bản vẽ cơ khí hoàn hảo, dung sai đạt mức IT5/IT6 ngay cả khi máy phải chạy liên tục 3 ca một ngày dưới điều kiện thời tiết thay đổi. Việc thiết kế các biểu đồ bù nhiệt trong ứng dụng PLC Mitsubishi trong máy CNC thực sự là nghệ thuật của các chuyên gia R&D máy công cụ.

Bảng 6: So sánh phương pháp bù trừ sai số cơ khí và nhiệt độ
| Yếu tố sai số gia công | Bù trừ tĩnh thủ công (Offset setting) | Bù trừ động thời gian thực qua PLC Mitsubishi | Tiêu chuẩn chất lượng gia công |
| Cách thức đo lường | Vận hành viên đo sản phẩm và nhập tay | Cảm biến liên tục đẩy data về Module Analog PLC | Tránh sai sót do con người (Human error) |
| Chu kỳ cập nhật bù trừ | Vài giờ một lần (Sau mỗi mẻ sản phẩm) | Vài mili-giây một lần (Trong lúc đang phay/tiện) | Kích thước phôi đồng đều tuyệt đối |
| Khả năng tự học | Không có | Có thể kết hợp AI Module trên dòng iQ-R | Tự động xây dựng mô hình nhiệt độ thân máy |
| Chi phí triển khai | Không mất thêm phần cứng, tốn nhân lực | Tốn kém cảm biến và Module đọc nhiệt độ cao cấp | Đáng giá với các nhà máy sản xuất chi tiết siêu chính xác |
| Tác động đến Cycle Time | Tăng thời gian do phải dừng máy đo đạc | Không ảnh hưởng đến tốc độ chạy dao của G-code | Tối ưu hóa lợi nhuận (ROI) nhờ tăng sản lượng |
FAQ – Các Vấn Đề Kỹ Thuật Thường Gặp Khi Triển Khai ứng dụng PLC Mitsubishi trong máy CNC
Câu 1: Việc phân chia tài nguyên bộ nhớ khi thực hiện ứng dụng PLC Mitsubishi trong máy CNC cùng hệ điều hành CNC (như dòng M80/M800) diễn ra như thế nào?
Đáp: Trong kiến trúc tích hợp nguyên bản, vùng nhớ (Shared Memory) được phân định rõ ràng giữa nền tảng CNC và PLC. Kỹ sư sử dụng phần mềm GX Works kết hợp với NC Trainer để quy hoạch các vùng Relay (X/Y) cho I/O cơ bản và Data Register (R/D) cho thông số cấu hình. Việc tổ chức vùng nhớ tốt quyết định tốc độ đáp ứng của toàn bộ hệ thống máy.
Câu 2: Làm sao để gỡ lỗi (Debug) một cụm thay dao (ATC) rớt dao liên tục khi lập trình ứng dụng PLC Mitsubishi trong máy CNC?
Đáp: Lỗi rớt dao thường do sự sai lệch chu kỳ quét (Scan time) của PLC và trễ khí nén. Kỹ sư cần sử dụng tính năng Sampling Trace trong phần mềm của Mitsubishi để vẽ biểu đồ xung logic (Logic Analyzer) của các cảm biến kẹp/nhả dao. Việc tinh chỉnh các bộ Timer (TON/TOF) trong mã Ladder ứng dụng PLC Mitsubishi trong máy CNC sẽ giải quyết dứt điểm tình trạng không đồng bộ cơ-điện này.
Câu 3: Có thể thu thập dữ liệu OEE (Hiệu suất thiết bị tổng thể) trực tiếp từ ứng dụng PLC Mitsubishi trong máy CNC mà không qua phần mềm máy tính (PC) trung gian không?
Đáp: Hoàn toàn có thể. Với các dòng PLC tiên tiến như MELSEC iQ-R, nhà sản xuất cung cấp các Module MES-IT hoặc cho phép chạy trực tiếp giao thức OPC UA, MQTT từ CPU. Việc đẩy dữ liệu sản lượng, thời gian chạy/dừng máy thẳng lên Cloud hay Server nội bộ trở nên bảo mật và tuân thủ chặt chẽ tiêu chuẩn mạng công nghiệp.
[LỜI KÊU GỌI HÀNH ĐỘNG – CTA TIÊU CHUẨN KỸ THUẬT]
Sự phát triển vũ bão của ngành chế tạo máy đòi hỏi một nền tảng điều khiển mạnh mẽ, không thỏa hiệp với độ trễ và sai số. Để vượt qua các giới hạn công nghệ truyền thống, việc tái cấu trúc và đầu tư vào giải pháp ứng dụng PLC Mitsubishi trong máy CNC là chiến lược sống còn để nâng tầm nhà máy của bạn lên chuẩn Smart Factory. Đừng để hệ thống cũ kỹ làm kìm hãm
chu kỳ gia công và tỷ lệ thành phẩm (Yield rate). Hãy liên hệ ngay với đội ngũ kỹ sư Tự Động Hóa của chúng tôi để nhận bản đánh giá thiết kế tủ điện miễn phí, mô phỏng chu trình chuyển động và bắt tay triển khai hạ tầng điều khiển cơ điện tử tiêu chuẩn toàn cầu ngay hôm nay!
HOANTRANTDH
Tiêu Chuẩn ATEX IECEx: Dầu Khí Cần Biết Gì?
Tiêu Chuẩn IP67, IP68 Là Gì? Cấp Bảo Vệ IP
Chuyên Luận Kỹ Thuật: Lỗi thường gặp trên PLC Mitsubishi FX5U Và Cách Khắc Phục Nhanh-2026
Hướng Dẫn Chuyên Sâu: Cách kết nối PLC Mitsubishi với máy tính Qua USB, Ethernet Và RS-485-2026
Toàn Cảnh Về ứng dụng PLC Mitsubishi trong máy CNC Và Dây Chuyền Gia Công Khối Lượng Lớn-2026
So sánh PLC Mitsubishi FX3U và dòng FX5U: Quyết Định Nâng Cấp Hệ Thống Tự Động Hóa Chuyên Sâu-2026
Hướng Dẫn Lập Trình PLC Mitsubishi FX5U GX Works3 Từ Cơ Bản Đến Chuyên Sâu-2026
Tổng Quan Về PLC Mitsubishi: Phân Tích Chuyên Sâu Các Thế Hệ FX5U, FX3U, Q Series & iQ-R-2026
BÀI VIẾT LIÊN QUAN
Chuyên Luận Kỹ Thuật: Lỗi thường gặp trên PLC Mitsubishi FX5U Và Cách Khắc Phục Nhanh Trong kỷ nguyên công nghiệp 4.0, sự ổn định của hệ thống điều khiển trung tâm là bài toán sống còn đối với mọi dây chuyền sản xuất. Dòng MELSEC iQ-F thế hệ mới đã chứng minh được sức […]
So sánh PLC Mitsubishi FX3U và dòng FX5U: Quyết Định Nâng Cấp Hệ Thống Tự Động Hóa Chuyên Sâu Trong kỷ nguyên công nghiệp 4.0 và xu hướng vạn vật kết nối (IIoT), việc tối ưu hóa nền tảng điều khiển thiết bị là bài toán sống còn đối với mọi kỹ sư tự động […]
Tổng Quan Về PLC Mitsubishi: Phân Tích Chuyên Sâu Các Thế Hệ FX5U, FX3U, Q Series & iQ-R Trong kỷ nguyên công nghiệp 4.0, các hệ thống tự động hóa đòi hỏi sự chính xác, ổn định và khả năng xử lý dữ liệu ở tốc độ cao. Trái tim của các hệ thống này […]